
Kyocera supports ion research in Darmstadt
Darmstadt in Germany will become home to one of the world’s largest accelerator facilities for the research of magnetic fields and matter, thanks to the expertise in ceramic-metal joining technology provided by Kyocera.
- Fine Ceramic Components
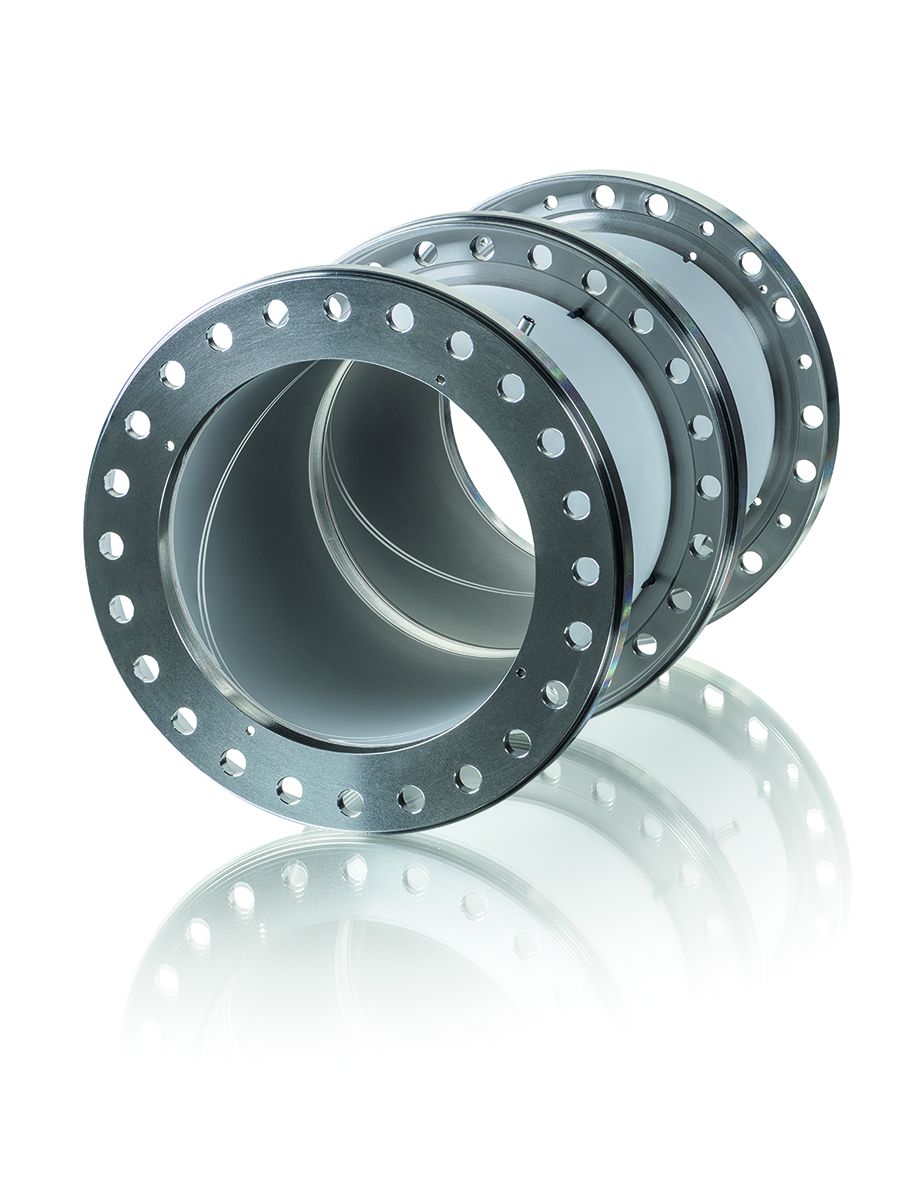
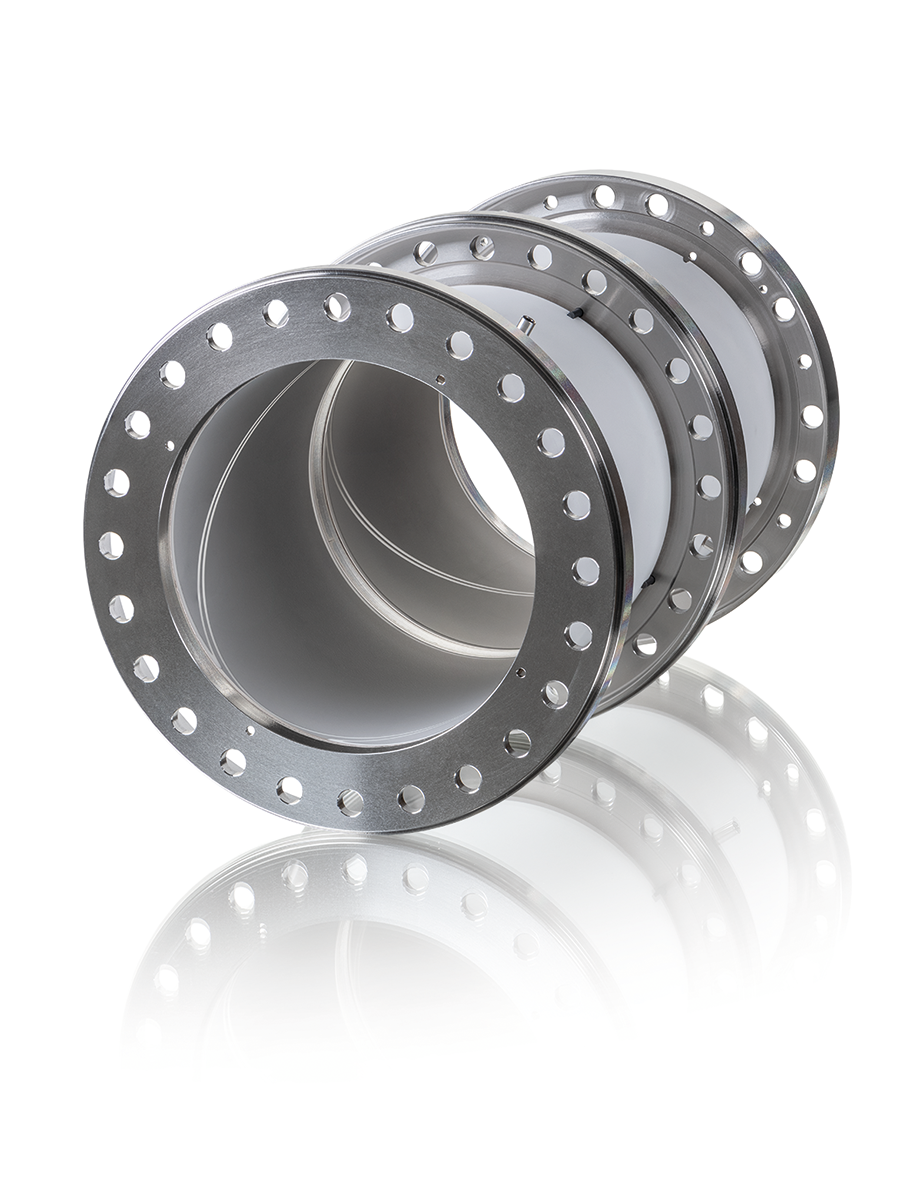
Kyoto/London - In the future, Darmstadt will host over 3,000 scientists from around the world as the Gesellschaft für Ionenforschung (GSI) will develop one of the world’s largest accelerator facilities called “Facility for Antiproton and Ion Research” (FAIR). Kyocera Corporation and its German subsidiary Kyocera Fineceramics Solutions GmbH (KFSG), previously Friatec GmbH, provide the tools for future research in this field: the company’s beam position monitors (BPM) are key components in the double-ring heavy ion synchotron (SIS) 100, which forms an integral part of the FAIR.
Exploring the universe with a precision of 100 µm
The high-precision experiments carried out at FAIR aim to improve our understanding of the fundamental structure of matter. Information on magnetic fields and their behaviour will be collected and subsequently analysed. Another major topic of experiments will be the development of the universe since its conception. These scientific experiments will be carried out in the SIS 100 with a circumference of 1,100 meters. The 84 BPMs provide the main diagnostic component in the accelerator ring and measure the beam trajectory under cryogenic conditions. The BPMs check where the beam is currently located in the chamber and adjust this position to ensure it remains on the desired path. This entire procedure is measured with a precision of 100 µm.
Kyocera’s aluminium oxide used to achieve perfection
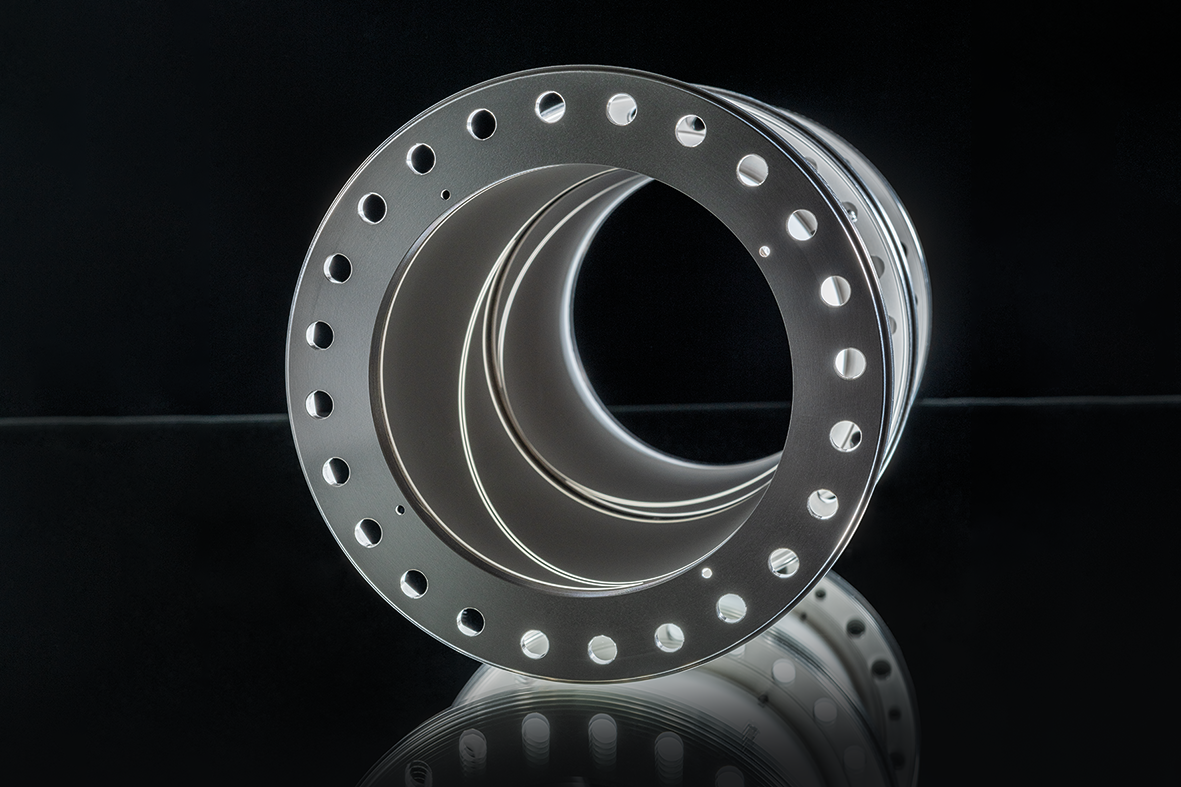
All of the key technologies adopted by KFSG in previous decades have been combined into one component in the BPM: FRIALIT F99.7 This 99.7 percent aluminium oxide provides the lowest possible desorption and leakage rates, is non-magnetizable, and ensures optimal insulation. This enables units with minimal tolerance to be precisely adjusted to the required geometries. KFSG’s vast experience in ceramic-metal joining technology was showcased during the manufacturing of this innovation. Yet the specially shaped metallisation, the soldering of the components, and the required perfection and precision during the development of the inner contour still constituted a technical challenge.
The inner contour of the component was transferred to the 5 axis CNC milling machine using CAD/CAM software. Highly precise preparatory work on the ceramic measuring sleeve formed the basis for this successful transfer. The coating, which was removed by the milling, was subsequently produced with a maximal coat thickness of 50 µm Mo-Mn+Ni (molybdenum-magenese and nickel) in order to ensure uniform geometry.
{kind=link}
{kind=link}